Pmp 1d6g2r
This document was ed by and they confirmed that they have the permission to share it. If you are author or own the copyright of this book, please report to us by using this report form. Report 3b7i
Overview 3e4r5l
& View Pmp as PDF for free.
More details w3441
- Words: 1,634
- Pages: 34
Programa Maestro de Producción (PMP)
Proceso de la Gestión de Operaciones Pronóstico de ventas
Plan agregado de producción
Mediano Plazo
Programa Maestro de producción
Corto Plazo
MRP
Muy corto Plazo
CRP
Control de producción
JERARQUÍA DE LA PLANIFICACIÓN
Plan estratégico de largo plazo
Por división y/o gerencia de planta A partir de estrategias de negocios y pronósticos de desarrollos de mercados
Plan operativo de mediano/corto plazo A partir de presupuestos y pronósticos de venta. Demanda agregada
Programación de corto plazo
A partir de pendientes de entrega y pronósticos de venta
• Capacidad de producción a largo plazo • • • • • •
Plan de inversiones Ubicación de las instalaciones Disposición física en planta Cartera de productos existente y nuevos desarrollos Nuevas tecnologías de procesos Desarrollo de proveedores
Planificación (demanda agregada) • • • • • •
Nivel de ocupación Necesidades de mano de obra Necesidades de inventarios Necesidades de servicios Contratos de suministro con proveedores Optimización económica.
• Plan maestro de producción (PMP o MPS) • Programación de requerimientos de materiales (MRP) • Programación de requerimientos de capacidad (CRP) • Programas de carga de máquinas y MO
Comercial Pedidos en cartera. Pronóstico de venta. (Demanda independiente).
Compras Disponibilidad de materia prima en tiempo y forma (MRP).
Producción Disponibilidad de máquinas. Disponibilidad de Mano Obra. Disponibilidad de servicios. LEF
Ingeniería de Manufactura Capacidad de producción Ingeniería de Standards Ingeniería de Producto Ingeniería de Procesos - Métodos
PLAN MAESTRO
Planeamiento y Control de la Producción
Políticas de Stock y comercialización Posiciones de Stock. Posición de caja. Posición de pedidos pendientes.
PROGRAMA MAESTRO DE PRODUCCIÓN
El siguiente paso en el proceso de planeación es la realización del programa maestro de producción que traduce el plan agregado de mediano plazo en programas operativos de producción en el corto plazo para los productos individuales. El programa maestro debe utilizar el plan agregado que resulte más económico.
PLAN MAESTRO DE PRODUCCIÓN
Su objetivo es determinar el calendario de producción para cada tipo de producto de forma que se respeten los plazos de entrega establecidos y se respeten las restricciones de capacidad existentes, tratando de aprovechar de forma eficiente la capacidad productiva instalada (evitando situaciones de capacidad ociosa y sobrecarga de capacidad) Mes
Enero
Febrero
Producción de sillas
2.000
5.000
Plan Agregado
Plan Maestro de Producción Semana
1
2
Modelo A
500
200
Modelo B Modelo C
100
3
4
5
6
7
8
1.000
500
500
500
100
400
1.000
100
800
100
300
200
300
100
200
100
PLAN MAESTRO DE PRODUCCIÓN En contraste con los planes agregados el plan maestro es más detallado trata con cada uno de los productos y cuando deben ser producidos semana a semana. Este proceso de traducción de planes agregados en planes para las líneas de productos individuales se denomina desagregación que generalmente se realiza de manera particular para cada empresa manufacturera predominando los procedimientos de ensayo y error.
Mes
Enero
Febrero
Producción de sillas
2.000
5.000
Plan Agregado
Plan Maestro de Producción Semana
1
2
Modelo A
500
200
Modelo B
Modelo C
100
3
4
5
6
7
8
1.000
500
500
500
100
400
1.000
100
800
100
300
200
300
100
200
100
PLAN MAESTRO DE PRODUCCIÓN
Conceptos en Producción
1. Estructura del producto • Producto Final (sku) • Componente • Material
2. Lista de Materiales 3. Capacidad de Producción
PLAN MAESTRO DE PRODUCCIÓN
Elementos para la elaborar el PMP: 1. Plan Agregado de Producción 2. Pronóstico corto plazo
3. Pedido 4. DRP (Programa de despacho) 5. NIVELES DE INVENTARIO 6. Políticas de stock 7. Capacidad de Producción
NIVELES DE INVENTARIO
SISTEMAS DE INVENTARIO DE VARIOS PERIODOS Existen dos tipos generales de sistemas de inventario de varios periodos : • Los modelos de pedido fijo, llamados Cantidad de Pedido Económico EOQ (economic order quantity) o modelo Q. • Los modelos de periodo fijo, sistema de revisión periódica, sistema de intervalo fijo o modelo P
MODELOS DE INVENTARIO
NIVELES DE INVENTARIO
MODELOS Q : CANTIDAD DE PEDIDOS FIJA
NIVELES DE INVENTARIO
NIVELES DE INVENTARIO
NIVELES DE INVENTARIO
UN EJEMPLO SENCILLO
NIVELES DE INVENTARIO
NIVELES DE INVENTARIO MODELOS Q : CANTIDAD DE PEDIDOS FIJA CON INVENTARIOS DE SEGURIDAD
NIVELES DE INVENTARIO
EJERCICIO :
NIVELES DE INVENTARIO
NIVELES DE INVENTARIO
MODELOS P : DE PERIODOS FIJOS
NIVELES DE INVENTARIO
MODELOS P : DE PERIODOS FIJOS CON INVENTARIOS DE SEGURIDAD
EJERCICIO DE MODELOS P
PROGRAMACION DE OPERACIONES
La programación se distingue claramente de la planeación agregada. La planeación agregada determina los recursos necesarios mientras que la programación asigna los recursos disponibles a través de la planeación agregada en la mejor forma para cumplir con los objetivos de operaciones. La planeación agregada se hace dentro de un marco conceptual de tiempo de aproximadamente un año, mientras que la programación se realiza dentro de un marco conceptual de algunos meses, semanas o incluso horas.
En la programación se busca lograr distintos objetivos que entran en conflicto: un alto nivel de eficiencia, bajos inventarios y buen servicio a clientes. La eficiencia se logra mediante un programa que mantenga una alta utilización de mano de obra, equipo y espacio. Por supuesto el programa también debe buscar mantener bajos inventarios que - desafortunadamente - pueden ocasionar una baja eficiencia debido a la falta de material disponible o altos tiempos de preparación. Es decir, se requiere tomar una decisión de compensación en la programación entre la eficiencia y los niveles de inventario. El servicio o clientes se pueden medir por la velocidad con que se satisfacen las demandas de los clientes, ya sea a través del inventario disponible o con tiempos de entrega cortos. El servido rápido a clientes entra en conflicto también con un bajo nivel de inventario y con una falta de eficiencia. El objetivo primordial de la programación es, por lo tanto, realizar las compensaciones entre objetivos conflictivos para llegar a un balance satisfactorio.
MODELOS DE PROGRAMACION
PROGRAMACIÓN CONTINUA O EN SERIE Es aquella donde las máquinas y centros de trabajo se organizan de acuerdo a la secuencia de fabricación (líneas de ensamblaje), con procesos estables y especializados en uno o pocos productos y en grandes lotes. En ellos, las actividades de programación están encaminadas principalmente, a ajustar la tasa de producción periódicamente.
Sus principales características son: • Grandes Volúmenes • Orientada hacia el Producto por diseño de la Planta de Producción y por la cantidad elaborada de cada producto muy elevada respecto a la variedad. • Capital Intensivo. Planeamiento del uso de la capacidad instalada prioritario. • Alto grado de mecanización y automatización. • Importantes Inventarios de Materia Prima y Productos terminados. • Stocks de Producción en Proceso normalmente bajos. • Disposición de equipos en línea, con excepciones en las etapas iniciales de preparación de los materiales. • Ingeniería de Procesos (Diagrama del Proceso) prácticamente igual para cada producto. ( Ej. Siderurgia, petroquímicas, plásticos, vidrios, fidelería, galletería, etc.)
MODELOS DE PROGRAMACION PROGRAMACIÓN INTERMITENTE O POR LOTES Es aquella en que la distribución de máquinas y centros de trabajo, se organizan por funciones o áreas con la suficiente flexibilidad para procesar diversidad de productos. Pueden ser de dos tipos: • Configurados en Flow Shop: Los productos siguen una misma secuencia de fabricación. • Configurados en Job Shop: Los productos siguen secuencias de fabricación distintas. En la práctica y por exigencias competitivas, las fábricas han adoptado configuraciones híbridas, la más común es la configuración celular o células de manufactura. Esta constituye un sistema de fabricación diseñado para procesar familias de piezas, con una distribución física tal, que permite simplificar los procedimientos de planificación y control. Las actividades que se presentan en la programación y control de operaciones son: Asignación de cargas, Secuenciación de pedidos y Programación detallada. Se agregan dos actividades: Fluidez y Control de insumo/producto (control input/output). El programador tiene los siguientes retos: 1. Precisar qué capacidad necesita la fábrica. 2. Qué fecha de entrega debe fijar para cada lote pedido 3. Fecha y hora de inicio de la fabricación de cada pedido (Gráfico Gantt). 4. Asegurarse que los pedidos terminen a tiempo (Lead Time).
LEAD TIME
Lead Time es el intervalo de tiempo entre la colocación de un pedido y la recepción de la mercancía pedida 1. SI SE TRATA DE UN CLIENTE EXTERNO Es el intervalo de tiempo entre el inicio y la finalización de un proceso de producción. El tiempo se inicia cuando la orden es recibida por el departamento de ventas y termina cuando el cliente paga la factura. La cantidad de tiempo, definido por el proveedor, que se requiere para satisfacer una demanda o petición del cliente. (Nota, el tiempo no es lo mismo que del ciclo de Tiempo). 2. SI SE TRATA DE UN CLIENTE INTERNO Es el tiempo total requerido para completar una unidad de un producto o servicio. El tiempo requerido por una tarea que tiene ante sí otra tarea puede comenzar. En términos de una cadena de suministro, el tiempo total necesario para un fin de ser procesada.
GRÁFICO DE GANTT
•
Introducido por Henry Gantt en 1917, se usa para asignación de recursos productivos y la determinación de secuencias y cronología.
•
En horizontal se mide el tiempo: horas, turnos, días, semanas etc.
•
En vertical los recursos a programar: Máquinas, hombres, sectores etc.
•
Se establece así, la actividad programada para cada recurso productivo en sucesivos períodos.
•
Los espacios en blanco significan que el recurso estará inactivo, para una máquina: capacidad ociosa, preparación, cambio de programa o mantenimiento.
•
Luego de ejecutada la producción, se suele indicar con otro trazo, el desempeño real, es decir controlar el cumplimiento del programa.
•
No es adecuado para procesos múltiples interrelacionados
•
Se aplica para Operaciones, para Carga de Maquinaria y Carga de Operarios.
EJEMPLO DE PMP
EJEMPLO DE PMP
EJEMPLO DE PMP
EJEMPLO DE PMP
EJEMPLO DE PMP
EJEMPLO DE PMP
EJEMPLO DE PMP
Proceso de la Gestión de Operaciones Pronóstico de ventas
Plan agregado de producción
Mediano Plazo
Programa Maestro de producción
Corto Plazo
MRP
Muy corto Plazo
CRP
Control de producción
JERARQUÍA DE LA PLANIFICACIÓN
Plan estratégico de largo plazo
Por división y/o gerencia de planta A partir de estrategias de negocios y pronósticos de desarrollos de mercados
Plan operativo de mediano/corto plazo A partir de presupuestos y pronósticos de venta. Demanda agregada
Programación de corto plazo
A partir de pendientes de entrega y pronósticos de venta
• Capacidad de producción a largo plazo • • • • • •
Plan de inversiones Ubicación de las instalaciones Disposición física en planta Cartera de productos existente y nuevos desarrollos Nuevas tecnologías de procesos Desarrollo de proveedores
Planificación (demanda agregada) • • • • • •
Nivel de ocupación Necesidades de mano de obra Necesidades de inventarios Necesidades de servicios Contratos de suministro con proveedores Optimización económica.
• Plan maestro de producción (PMP o MPS) • Programación de requerimientos de materiales (MRP) • Programación de requerimientos de capacidad (CRP) • Programas de carga de máquinas y MO
Comercial Pedidos en cartera. Pronóstico de venta. (Demanda independiente).
Compras Disponibilidad de materia prima en tiempo y forma (MRP).
Producción Disponibilidad de máquinas. Disponibilidad de Mano Obra. Disponibilidad de servicios. LEF
Ingeniería de Manufactura Capacidad de producción Ingeniería de Standards Ingeniería de Producto Ingeniería de Procesos - Métodos
PLAN MAESTRO
Planeamiento y Control de la Producción
Políticas de Stock y comercialización Posiciones de Stock. Posición de caja. Posición de pedidos pendientes.
PROGRAMA MAESTRO DE PRODUCCIÓN
El siguiente paso en el proceso de planeación es la realización del programa maestro de producción que traduce el plan agregado de mediano plazo en programas operativos de producción en el corto plazo para los productos individuales. El programa maestro debe utilizar el plan agregado que resulte más económico.
PLAN MAESTRO DE PRODUCCIÓN
Su objetivo es determinar el calendario de producción para cada tipo de producto de forma que se respeten los plazos de entrega establecidos y se respeten las restricciones de capacidad existentes, tratando de aprovechar de forma eficiente la capacidad productiva instalada (evitando situaciones de capacidad ociosa y sobrecarga de capacidad) Mes
Enero
Febrero
Producción de sillas
2.000
5.000
Plan Agregado
Plan Maestro de Producción Semana
1
2
Modelo A
500
200
Modelo B Modelo C
100
3
4
5
6
7
8
1.000
500
500
500
100
400
1.000
100
800
100
300
200
300
100
200
100
PLAN MAESTRO DE PRODUCCIÓN En contraste con los planes agregados el plan maestro es más detallado trata con cada uno de los productos y cuando deben ser producidos semana a semana. Este proceso de traducción de planes agregados en planes para las líneas de productos individuales se denomina desagregación que generalmente se realiza de manera particular para cada empresa manufacturera predominando los procedimientos de ensayo y error.
Mes
Enero
Febrero
Producción de sillas
2.000
5.000
Plan Agregado
Plan Maestro de Producción Semana
1
2
Modelo A
500
200
Modelo B
Modelo C
100
3
4
5
6
7
8
1.000
500
500
500
100
400
1.000
100
800
100
300
200
300
100
200
100
PLAN MAESTRO DE PRODUCCIÓN
Conceptos en Producción
1. Estructura del producto • Producto Final (sku) • Componente • Material
2. Lista de Materiales 3. Capacidad de Producción
PLAN MAESTRO DE PRODUCCIÓN
Elementos para la elaborar el PMP: 1. Plan Agregado de Producción 2. Pronóstico corto plazo
3. Pedido 4. DRP (Programa de despacho) 5. NIVELES DE INVENTARIO 6. Políticas de stock 7. Capacidad de Producción
NIVELES DE INVENTARIO
SISTEMAS DE INVENTARIO DE VARIOS PERIODOS Existen dos tipos generales de sistemas de inventario de varios periodos : • Los modelos de pedido fijo, llamados Cantidad de Pedido Económico EOQ (economic order quantity) o modelo Q. • Los modelos de periodo fijo, sistema de revisión periódica, sistema de intervalo fijo o modelo P
MODELOS DE INVENTARIO
NIVELES DE INVENTARIO
MODELOS Q : CANTIDAD DE PEDIDOS FIJA
NIVELES DE INVENTARIO
NIVELES DE INVENTARIO
NIVELES DE INVENTARIO
UN EJEMPLO SENCILLO
NIVELES DE INVENTARIO
NIVELES DE INVENTARIO MODELOS Q : CANTIDAD DE PEDIDOS FIJA CON INVENTARIOS DE SEGURIDAD
NIVELES DE INVENTARIO
EJERCICIO :
NIVELES DE INVENTARIO
NIVELES DE INVENTARIO
MODELOS P : DE PERIODOS FIJOS
NIVELES DE INVENTARIO
MODELOS P : DE PERIODOS FIJOS CON INVENTARIOS DE SEGURIDAD
EJERCICIO DE MODELOS P
PROGRAMACION DE OPERACIONES
La programación se distingue claramente de la planeación agregada. La planeación agregada determina los recursos necesarios mientras que la programación asigna los recursos disponibles a través de la planeación agregada en la mejor forma para cumplir con los objetivos de operaciones. La planeación agregada se hace dentro de un marco conceptual de tiempo de aproximadamente un año, mientras que la programación se realiza dentro de un marco conceptual de algunos meses, semanas o incluso horas.
En la programación se busca lograr distintos objetivos que entran en conflicto: un alto nivel de eficiencia, bajos inventarios y buen servicio a clientes. La eficiencia se logra mediante un programa que mantenga una alta utilización de mano de obra, equipo y espacio. Por supuesto el programa también debe buscar mantener bajos inventarios que - desafortunadamente - pueden ocasionar una baja eficiencia debido a la falta de material disponible o altos tiempos de preparación. Es decir, se requiere tomar una decisión de compensación en la programación entre la eficiencia y los niveles de inventario. El servicio o clientes se pueden medir por la velocidad con que se satisfacen las demandas de los clientes, ya sea a través del inventario disponible o con tiempos de entrega cortos. El servido rápido a clientes entra en conflicto también con un bajo nivel de inventario y con una falta de eficiencia. El objetivo primordial de la programación es, por lo tanto, realizar las compensaciones entre objetivos conflictivos para llegar a un balance satisfactorio.
MODELOS DE PROGRAMACION
PROGRAMACIÓN CONTINUA O EN SERIE Es aquella donde las máquinas y centros de trabajo se organizan de acuerdo a la secuencia de fabricación (líneas de ensamblaje), con procesos estables y especializados en uno o pocos productos y en grandes lotes. En ellos, las actividades de programación están encaminadas principalmente, a ajustar la tasa de producción periódicamente.
Sus principales características son: • Grandes Volúmenes • Orientada hacia el Producto por diseño de la Planta de Producción y por la cantidad elaborada de cada producto muy elevada respecto a la variedad. • Capital Intensivo. Planeamiento del uso de la capacidad instalada prioritario. • Alto grado de mecanización y automatización. • Importantes Inventarios de Materia Prima y Productos terminados. • Stocks de Producción en Proceso normalmente bajos. • Disposición de equipos en línea, con excepciones en las etapas iniciales de preparación de los materiales. • Ingeniería de Procesos (Diagrama del Proceso) prácticamente igual para cada producto. ( Ej. Siderurgia, petroquímicas, plásticos, vidrios, fidelería, galletería, etc.)
MODELOS DE PROGRAMACION PROGRAMACIÓN INTERMITENTE O POR LOTES Es aquella en que la distribución de máquinas y centros de trabajo, se organizan por funciones o áreas con la suficiente flexibilidad para procesar diversidad de productos. Pueden ser de dos tipos: • Configurados en Flow Shop: Los productos siguen una misma secuencia de fabricación. • Configurados en Job Shop: Los productos siguen secuencias de fabricación distintas. En la práctica y por exigencias competitivas, las fábricas han adoptado configuraciones híbridas, la más común es la configuración celular o células de manufactura. Esta constituye un sistema de fabricación diseñado para procesar familias de piezas, con una distribución física tal, que permite simplificar los procedimientos de planificación y control. Las actividades que se presentan en la programación y control de operaciones son: Asignación de cargas, Secuenciación de pedidos y Programación detallada. Se agregan dos actividades: Fluidez y Control de insumo/producto (control input/output). El programador tiene los siguientes retos: 1. Precisar qué capacidad necesita la fábrica. 2. Qué fecha de entrega debe fijar para cada lote pedido 3. Fecha y hora de inicio de la fabricación de cada pedido (Gráfico Gantt). 4. Asegurarse que los pedidos terminen a tiempo (Lead Time).
LEAD TIME
Lead Time es el intervalo de tiempo entre la colocación de un pedido y la recepción de la mercancía pedida 1. SI SE TRATA DE UN CLIENTE EXTERNO Es el intervalo de tiempo entre el inicio y la finalización de un proceso de producción. El tiempo se inicia cuando la orden es recibida por el departamento de ventas y termina cuando el cliente paga la factura. La cantidad de tiempo, definido por el proveedor, que se requiere para satisfacer una demanda o petición del cliente. (Nota, el tiempo no es lo mismo que del ciclo de Tiempo). 2. SI SE TRATA DE UN CLIENTE INTERNO Es el tiempo total requerido para completar una unidad de un producto o servicio. El tiempo requerido por una tarea que tiene ante sí otra tarea puede comenzar. En términos de una cadena de suministro, el tiempo total necesario para un fin de ser procesada.
GRÁFICO DE GANTT
•
Introducido por Henry Gantt en 1917, se usa para asignación de recursos productivos y la determinación de secuencias y cronología.
•
En horizontal se mide el tiempo: horas, turnos, días, semanas etc.
•
En vertical los recursos a programar: Máquinas, hombres, sectores etc.
•
Se establece así, la actividad programada para cada recurso productivo en sucesivos períodos.
•
Los espacios en blanco significan que el recurso estará inactivo, para una máquina: capacidad ociosa, preparación, cambio de programa o mantenimiento.
•
Luego de ejecutada la producción, se suele indicar con otro trazo, el desempeño real, es decir controlar el cumplimiento del programa.
•
No es adecuado para procesos múltiples interrelacionados
•
Se aplica para Operaciones, para Carga de Maquinaria y Carga de Operarios.
EJEMPLO DE PMP
EJEMPLO DE PMP
EJEMPLO DE PMP
EJEMPLO DE PMP
EJEMPLO DE PMP
EJEMPLO DE PMP
EJEMPLO DE PMP
Related Documents 3m3m1z

Pmp 1d6g2r
June 2022 0
Pmp Fasttrack 1n4x6t
October 2021 0
Pmp Process 5p2ui
October 2022 0
Pmp Handbook.pdf 7l1b
November 2019 132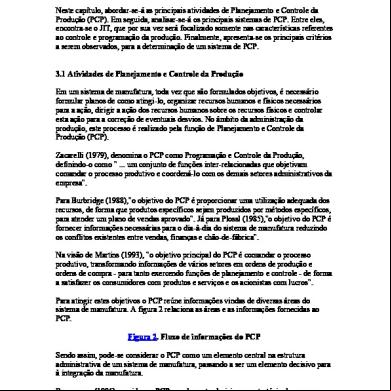
November 2019 60

Preguntas Pmp 6144
November 2020 0More Documents from "Richi Garcia" 615r4e

-centro De Convenciones 14y3x
November 2020 0
Pmp 1d6g2r
June 2022 0
Directorio Empresarial.pdf 3r3k1u
November 2019 45
Jamie's Food Tube - The Cake Book (jamie Olivers Food Tube).pdf 2e3s1m
October 2019 115
Xal-53 Explosion Proof Pull Station 2o6o2g
December 2022 0